2023年4月10日星期一
2023年3月31日星期五
Slide Gate Plate, Ladle slide gate plate
Slide Gate Plate, Ladle slide gate plate
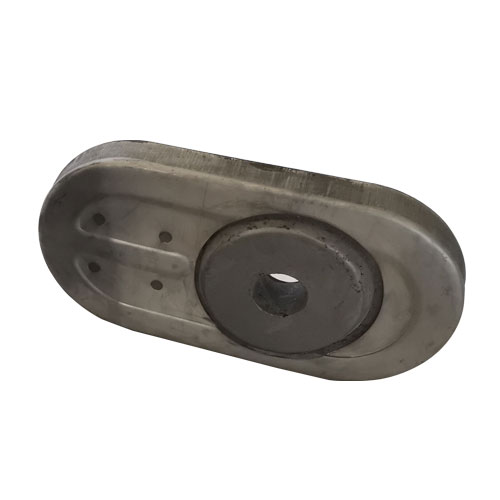
Ladle slide gate plate is an essential component in the steelmaking process. It is used to control the flow of molten steel from the ladle to the tundish in the continuous casting process. The slide gate plate is a refractory material that is designed to withstand high temperatures and mechanical stress.
Source:
Email: info@cxfirebrick.com
2022年2月21日星期一
2022年2月18日星期五
Refractory Materials Supplier, Refractory Products, Magnesia Refractory Material, Furnace Refractory - CX Refractories
Refractory Materials Supplier, Refractory Products, Magnesia Refractory Material, Furnace Refractory - CX Refractories
Refractory Materials Supplier, Refractory Products, Furnace Refractory
2022年2月14日星期一
2021年10月14日星期四
订阅:
博文 (Atom)
-
 blast furnace refractory lining material 1.Temperature. The damaged performance of high temperature to fire brick: (1)Erosion. When t...
blast furnace refractory lining material 1.Temperature. The damaged performance of high temperature to fire brick: (1)Erosion. When t... -
Refractory Material, Fire Bricks, Refractory Manufacturer, China Refractory - CX Refractories
-
Company News | Xinmi Changxing Refractory Co.,Ltd